John and Marcia Price College of Engineering
14 Single-exposure Volumetric Holographic Additive Manufacturing
Young Lee and Rajesh Menon
Faculty Mentor: Rajesh Menon (Electrical and Computer Engineering, University of Utah)
Abstract
Additive manufacturing has allowed various industries to produce complex structures at a low cost. However, the current printing speed is limited by the layer-by-layer approach, where each layer must be individually printed before moving on to the next. This project aims to exponentially reduce 3D printing speed by simultaneously printing multiple layers at once using volumetric holography. The results showed incomplete curing of the structures, highlighting the challenges associated with resins and 3D hologram masks.
Background
Additive manufacturing, commonly referred to as 3D printing, processes computer-aided design (CAD) models and slices each layer to print 3D objects. The technology has allowed various industries to produce rapid prototypes, lighter structures, and complex structures at a low cost [1]. Due to its low cost, 3D printing technology has spread among nonindustrial users, such as hobbyists and artists. However, current printing speed is limited by the layer-by-layer approach. For example, a common commercial resin 3D printer can take more than 6 hours to print a 150 mm tall object. This research aims to explore the possibility of exponentially reducing 3D printing speed through single exposure volumetric holography.
Stereolithography (SLA) creates 3D objects by selectively curing the resin through a localized photopolymerization process and is the earliest form of additive manufacturing [2]. Typically, resins are composed of photoinitiators, monomers, and other additives that solidify when exposed to a specific wavelength of light. For each layer, a laser traces a pattern to form the desired shape. Unlike the traditional point-by-point approach, the digital light processing (DLP) method projects the entire cross-section at once, drastically increasing print speed [3]. Volumetric additive manufacturing aims to further improve printing speed by projecting 3D images to solidify the object simultaneously. There has been successful research in volumetric additive manufacturing using the superposition of beams or tomography [4]. However, they require complicated setups, and there is a lack of research on different techniques.
Holograms can display a 3D image on a 2D plane by recording and reconstructing light field information. Computer-generated holography (CGH) is a branch of holography that can create 3D images using computer algorithms, eliminating the need to physically capture an object [5]. One method to create computer-generated holograms is grayscale lithography, where a pattern is engraved onto a surface to diffract light in a specific way. Diffraction occurs when the light passes through the patterned surface and creates interference patterns that result in a 3D image projection. A single mask produced by grayscale lithography can be used as a phase modulating mask that can display a 3D structure when an incident light with the designed wavelength is shone onto it.
Methods
Due to the absorbing properties of the resin, the target light intensity of the 3D structure needs to be compensated for each height using the Beer-Lambert law, as shown in Figure 1 [6]. Using the Huygens-Fresnel principle, one can simulate the diffraction pattern of the holographic mask, and because the calculations are differentiable, stochastic gradient descent can be used to optimize the holographic mask to produce the target image [7]. The simulated mask is fabricated into a physical phase modulating mask using grayscale lithography. 405 nm laser light is shone through the mask into the photosensitive resin to cure the 3D structure using the optical setup shown in Figure 2. Finally, the resin is cleaned of excess resin, then rinsed with isopropyl alcohol.
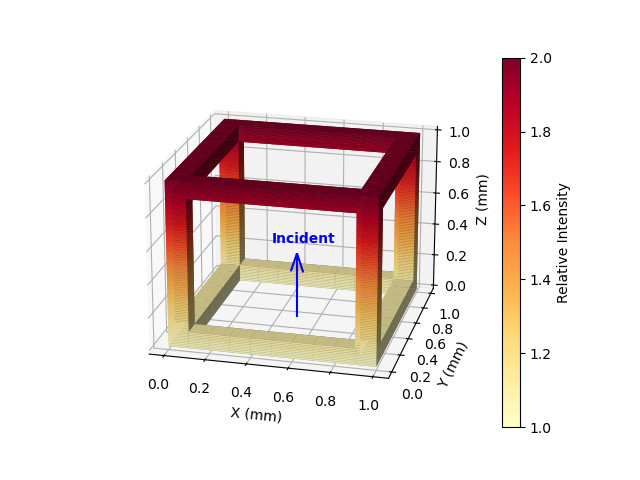
Figure 1. Example target light intensity of the hollow cube structure with Beer-Lambert Law applied.
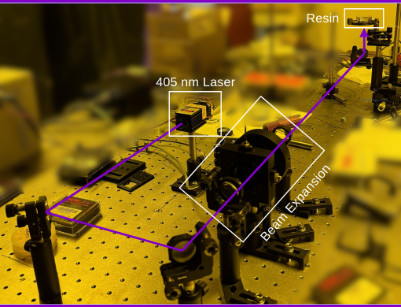
Figure 2. Image of the experiment setup
Figure 3. Image of resin setup
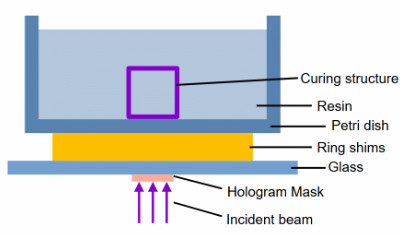
Figure 4. Schematic diagram of resin setup
Results
The resulting structures failed to cure completely, primarily missing the top part of the structures.
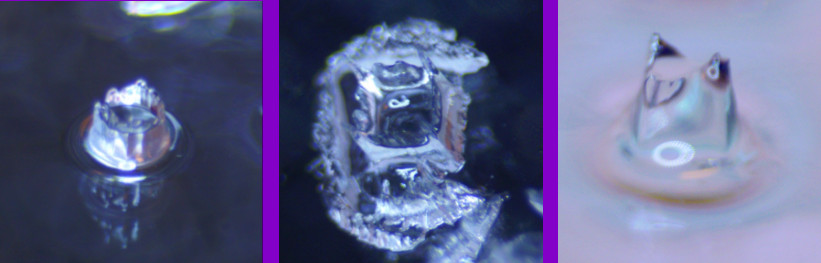
Figure 5. Microscopic images of the resulting structures: (a) hollow sphere and (b) hollow cube using ANYCUBIC High Clear Resin; (c) hollow cube using BAPO, iBOA, TMPTA, and BR35 mixture. Exposed for (a) 1 second, (b) 2 seconds, and (c) 2.5 seconds.
Discussion
Commercial resins for 3D printing typically have a high absorbance to prevent smearing between layers during printing, but this is not ideal for single-exposure volumetric curing. The compensation applied to the structures using Beer-Lambert law may not have been enough, or the absorbance of the resin may be too high for the compensation to work. The resin provided by collaborators has lower absorbance, but the mask was not optimized for this specific resin. One bottleneck in the workflow is fabricating the hologram masks since this process takes a large amount of time and resources. Optimizing the mask or the resin should yield better results.
Conclusion
The experiment aimed at accelerating 3D printing using single exposure volumetric holography. While this experiment failed to achieve the desired results, it provided insights into the challenges of employing volumetric holography for 3D printing. The incomplete curing of the structures points to issues with resin absorbance and mask optimization. While other researchers have overcome these challenges by using superposition or tomography techniques, more research is needed for simpler or more effective novel approaches.
Acknowledgements
This work was supported by SPUR from the Office of Undergraduate Research at the University of Utah awarded to Young Lee. The custom resin was provided by Zak Page, Dept. of Chemistry, UT Austin.
Footnotes
[1] K. V. Wong and A. Hernandez, “A Review of Additive Manufacturing,” ISRN Mechanical Engineering, vol. 2012, pp. 1–10, 2012, doi: https://doi.org/10.5402/2012/208760.
[2] J. Huang, Q. Qin, and J. Wang, “A Review of Stereolithography: Processes and Systems,” Processes, vol. 8, no. 9, p. 1138, Sep. 2020, doi: https://doi.org/10.3390/pr8091138.
[3] C. Schmidleithner and D. M. Kalaskar, “Stereolithography,” discovery.ucl.ac.uk, 2018. https://discovery.ucl.ac.uk/id/eprint/10050793.
[4] D. J. Whyte, E. H. Doeven, A. Sutti, A. Z. Kouzani, and S. D. Adams, “Volumetric additive manufacturing: A new frontier in layer-less 3D printing,” Additive Manufacturing, vol. 84, p. 104094, Mar. 2024, doi: https://doi.org/10.1016/j.addma.2024.104094.
[5] E. Sahin, E. Stoykova, J. Mäkinen, and A. Gotchev, “Computer-Generated Holograms for 3D Imaging,” ACM Computing Surveys, vol. 53, no. 2, pp. 1–35, Jul. 2020, doi: https://doi.org/10.1145/3378444.
[6] M. Shusteff et al., “One-step volumetric additive manufacturing of complex polymer structures,” Science Advances, vol. 3, no. 12, Dec. 2017, doi: https://doi.org/10.1126/sciadv.aao5496.
[7] K. Akşit, “Odak”. Zenodo, Dec. 19, 2023. doi: https://doi.org/10.5281/zenodo.10407993.
Media Attributions
- 137489262_figure1
- 146879582_figure2
- 146879585_figure3(1)
- 146881378_figure4
- 146881870_figure5
